In this two-part series, Steve Broadbent, Regional Director of Ensystex, takes a closer look at suspension concentrate technology, explaining the sophisticated chemistry behind popular SC products.
Suspension concentrates are one of the more preferred formulations used by professional pest managers. They offer performance benefits as both insecticides and termiticides, and allow manufacturers to develop sophisticated formulations with the significant performance benefits provided from top quality products; thus allowing for market/price differentiation. They are water-based which ensures less odour and less damage to spray equipment.
One of the more important parameters for a suspension concentrate is the particle size with best products having mean particles sizes less than five microns.
Suspension concentrates are the most common formulation used by professional pest managers in Australia. Despite the prevalence of their use, suspension concentrates require a great deal of sophisticated chemistry if they are to perform at the top end of the market. Probably more so than for any other formulation type, the chemistry of a suspension concentrate will significantly affect the results achieved and never more so than for soil applied termiticides.
It is most noteworthy that in recent years, all our leading termiticides in Australia have been developed as suspension concentrates. This is because they provide for improved penetration of the active through the various soil substrates, leading to improved termiticidal performance. From my perspective, it is most noteworthy that the leading post- construction termiticide active in Australia and the USA, sold in these countries as a suspension concentrate, was sold in some Asian countries as an emulsion concentrate, where it never performed to the extent it does here or in the USA.
As insecticide formulations, quality suspension concentrates offer improved performance on porous surfaces without leaving visible deposits; improved knockdown of insect pests through the bio-availability of the active; good suspendability, mixing and longevity in spray tanks and, since they are water- based, they are low odour, do not cause staining (unless water alone would have an effect), and do not affect the seals and fittings in spray equipment.
The first step in developing a suspension concentrate is that of preparing, or milling the active constituent. Most actives are crystalline and require milling to the required particle size specified by the manufacturer. Whilst many suspension concentrates typically operate with a mean particle size of 10-20 microns, which is easier and cheaper to achieve, the leading products will always specify a mean particle size of less than five microns.
Mills are available in either a horizontal platform, or as vertical mills. The latter perform significantly better due to improved heat dissipation, though they cost significantly more to purchase. Vertical mills using zirconia beads rather than glass beads are more capable of providing the smaller micron sizes required by professionals. Even with a vertical mill, it is often necessary to grind an active twice to achieve high performance particle size uniformity. Care has to be taken since heat is generated during the grinding process. If the grinding process is rushed, to save costs, the particles may be ground to the correct size, but they melt slightly and then clump together later in the formulation. This is why it is necessary with some actives to perform a double milling process, to protect against heat build-up and clumping of the active.
A laser diffraction assay is the most effective way of determining the particle size. It is impossible to mill the active with a totally uniform particle size, so the particle size gradient is important, i.e. the range of the particle sizes present, and the median (most common size) of the particles present. The particle size range will affect the insecticidal performance of the product, its soil penetration properties, as well as determining how well it remains in suspension in both the concentrate formulation and the diluted ready-to-use product. Generally, smaller particle sizes lead to improved performance.
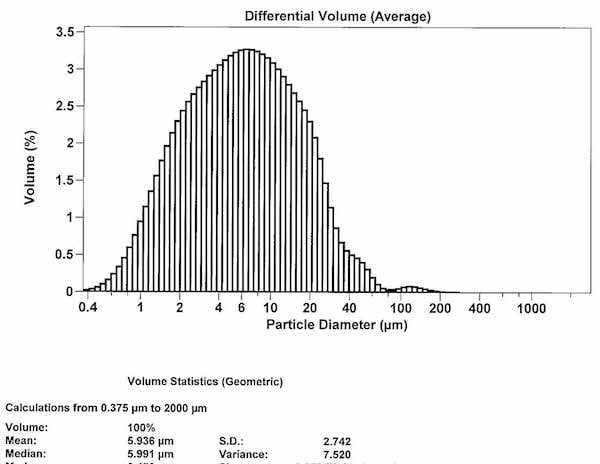
The laser diffraction particle analysis results below show results for three different formulations/brands with the same active in the market in Australia. Whilst all three show a mean particle size of six microns or less, you can clearly see how for the product in Figure 1, the particle size range varies greatly, right up to over 200 microns! The mean (average) particle size for this product seems quite acceptable to market at 5.9 microns, but this betrays the wide variance (7.5) with maybe 40% of the particles larger than 10 microns.
In contrast, in Figure 2 we see significantly less variance in the particle size (4.4) with a mean particle size of 2.8 microns, a very uniform particle size curve (ideal bell curve), a median size (most particles) of 2.7 microns and almost no particles above 20 microns. This provides for much improved performance in suspendability, insecticidal activity and soil penetration.

Figure 3 is another high performance product. Whilst the mean (1.6) particle size is slightly less than for the product in Figure 2, there is greater variance (4.9) in the particle sizes, with the ‘shoulders’ of the curve elongating out to higher and lower particle sizes.

The products in Figures 2 and 3 would both be expected to show similar performance levels, much above those of the product in Figure 1.
Part 2 of this series will discuss the impact of the formulation and how it delivers optimal performance through being evenly dispersed in the tank and applied evenly to surfaces.
Steve Broadbent, Regional Director, Ensystex